������4��8-9�վٰ�ġ�ChinaReplas2021�ڶ�ʮ�Ľ����ϻ��պ�������ᡱ�ϣ�Ӧ���췽���룬�����ϻ�ѧѭ�����������ṩ�̿�ï�����Ĵ��������ˡ������ϻ�ѧ���ռ�����չǰ�ء������ݽ���
��������Ϊ�ݽ�����Ҫ���ݣ�
����һ�������ϻ�ѧ���շ�չ��ʷ
������һ����ʼ��
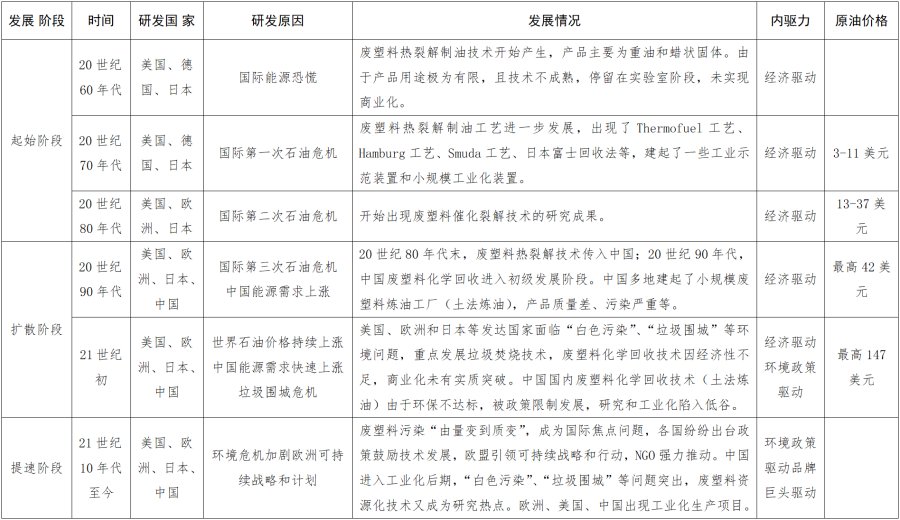
����1.20����60����������ϻ�ѧ���յ���ʷ�����ݵ�20����60�������ʱȫ���緢����Դ�ֻţ�������ŷ���ձ��ȷ�����Һ͵�����ʼ�о�����Ʒ���������ķ�������˽�Լ�����һ����ʯ�ͣ�����ѭ�����õ����ڳ��Ρ�
����2.20����70�������Ϊս����ԭ���ͼ����ǣ�����ʯ��Σ��������������ŷ���ձ��ȷ�����Һ͵�������ͼ���ԭ�������ʣ��Ӷ�������һЩ�������о�����������Ȼ��Դ�ѷ���Σ����ʶǿ�ҵ��ձ����������ֹ�һЩС�͵Ĺ�ҵ��װ�á�
����3.20����80�����80������ж�ս�����µڶ���ʯ��Σ������ʱ��һ�γ��֡������ϴ��ѽ⼼�������о��ɹ���
������������ɢ��
����1.20����90�����ս����������ʯ��Σ�����ͼ��ٴ����ǣ���һ�����������ʯ�Ͱ�ȫ��ʯ�������ʵĵ��ǣ���Ϊʯ�ͼ۸������Ͳ������ٲ����ľ���������������������ϻ���������һЩС��װ�ÿ�ʼ�����ֳ�֮Ϊ���������͡������Ը��廧��ʽ���ڣ���ƷƷ�ʲ������Ⱦ�ߡ�
����2.21���ͳ���21������ʼ������Σ��ǰ���ͼ۳������ǣ�ͬʱ������ŷ���ձ��ȷ�����Һ͵����������صİ�ɫ��Ⱦ����ʱ���������ĺ��ķ�չ��ʽ�Ƿ��ռ�����˳���ɽ��һ�����������⣬��Ϊ�����ϻ�ѧ���յ����治�ߣ�������ҵ������û��ͻ�ơ�ͬʱ2007�귢��һ����Ҫ�¼������һ����ܾ֣�����̬�������������������ϻ���������������Ⱦ���Ƽ����淶�������Ĺ涨�������Է�����Ϊԭ�����͡��������������͡�һ�������������ϻ�ѧ���յ��о���ҵ������ȵס�
�������������ٽ�
����21����10�����������˰�ɪ�����ٳ���Ʒ�ơ����ۺͰ�װ�Ⱦ�ͷ��ҵ��ȫ���ŵ����Щ��ҵ������ȫ����20%���ϵ�����ʹ�������ս����Ϸ���������Ҳ��ʹ���ʻ�����ͷ���������Ⱦ�����⡣��Щ��ҵ��CEO��ŵĿ�꣬���ɳ������ɹ�ȥ�Ŀںű������ʵ��ս��Ŀ�꣬�ɿɳ�����չ�����ƶ�Ŀ��Ĵ�ɣ�������ʵ�Ķ���������Ҳ��ʵ���ƽ���Ͷ�ʻ�ѧ���գ���Ϊ��ѧ���տ��Եõ���ԭ����ͬ�����������ϡ�
�������������ϻ�ѧ���ռ�������
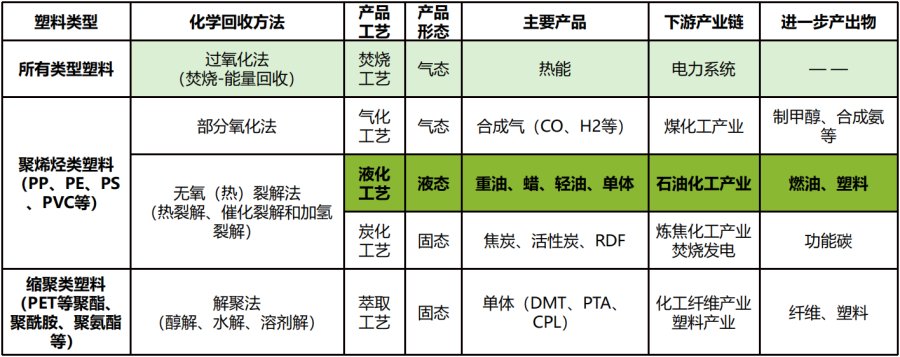
����1.���������������շ��磬�ɴ����������ͷ����ϣ���������ȫ���룬̼����ֱ����ɶ�����̼��ˮ���������ܵ������ϵͳ��
����2.�����������������ھ�ϩ��������ϣ����������룬���ɺϳ�������Ʒ����ú�����Ƽ״��Ͱ����ȡ�
����3.�����ѽⷨ�������ھ�ϩ��������ϣ�һ��Һ�����գ���Ҫ���Ƚ⡢���ѽ�ͼ����ѽ��������ͣ��Ƚ�һ��������ͺ��������ѽ�ɲ������ͣ���������ɵ���ʯ�ͻ�����ȼ�ϻ���Ʒ�������ϣ�������̿�����գ��ɲ�����̿������̿��RDF����Ʒ�ɵ������������ƹ���̼��������̼����
����4.��۷����ֽ���ȡ�������������������ϣ���Ҫ�д��⡢ˮ�⡢�ܼ����������ͣ��ɲ������壨��DMT��PTA��CPL�ȣ�����Ʒ�ɵ��뻯�˺����ϲ�ҵ�ƻ��˺����ϡ�
����Ŀǰ������������Ϊ���졢����Ч��Ϻõ���Һ�����ա�
�������������ϻ�ѧѭ����ҵ��
������һ����ҵ������

����1.����ѭ����ҵ����Ʒ���̺������̰Ѳ�Ʒ�������˺���ҵ�����ߣ������߲���������������ҵ�ռ��������������м�ֵ�IJ��ֱ�������ҵ���ߣ�ʣ�ಿ���ɹ̷���Ӫ�̴���������Ʒ�һ����Ϊ�ɾ���������������Ҫ��PET��HDPE��PP���������ܶȸߡ������䣩�����������գ��õ�������PCR PET��PP��PE�ȣ�������ʳƷ��ҽ�Ƶȸ���������ȥ����װ��ҵ���ɰ�װ��ҵ�ٴ������µİ�װ��ٵ�Ʒ���̺������̣��ɴ�������ϵ�ѭ����
����2.��ѧѭ����ҵ����ǰ���봫ͳ��ҵ����ͬ�����Ǵ�Ʒ���̺������̵������ߣ��ٵ����������պ̷ϴ�����ҵ֮��ֵ�ġ���ϵġ�����Ⱦ�������������뻯ѧѭ�������������ͻ��ߵ��壬�����Ϳ�ͨ��������ҵ��һ���ѽ⣬������ϩ�ͱ�ϩ����������ԭ��������PCR PP��PE�������ֱ���ɻ�����ҵ���ɾۺ��ͬ����ԭ��������PCR PP��PE��֮���ɰ�װ��ҵ���ɿ�����ʳƷ��ҽҩ�ȸ�ֵ����İ�װ��Ӷ��ص�Ʒ���̺������̣��ɴ�������ϵ�ѭ����
������������ҵ������

����1.SABIC+�������������Ҿ�ͷ�����Ƴ���������ܰ�װ�У����������ϵ�һ�����е�ʳƷ�����ϻ�ѧѭ�����������ǵĹ�Ӧ���û�ѧ���յķ�ʽ�������ջ�����������������ԭ��Ʒ�ʵ�ʳƷ�����ϡ���Ȼ�����������л�ʱ�����塣

����2.BASF�����ĸ���ҵ��������飬����������������һ���װ��ʳƷ��װ�ȡ����ܲ�û�����У�����������ҵ�Ͱ��������࣬�����Ǿ�ͷ��ҵ����Ŭ��ʵ�֡�
�����ġ���ϩ��������ϻ�ѧ���ռ�������

�������ʻ��ֵı��Ǵ�����ʽ�����˹�������е���ȡ���ѧ���ӻ�ѧ����������ת���ɸ�Ʒ�ʲ�Ʒ�ģ�һ���Ǽ��临�ӵĻ�ѧ��Ӧ�����һ��ȷ������ҵ����ʿָ�̡�
������һ��ԭʼ��
���������������ͣ��Ѿ������ҽ�ֹ�ˡ���������Ȼ�ϵ����ϣ��������ͺ�����
������������һ��
������ʽ���ѽ⣬û�д�����������ȣ���������Ȼ�ϵ����ϣ��������ͺ�����������ɽ�������ϵȵش��ģʢ�С�
�����������ڶ���
����1.��ʽ���ѽ⣺��������Ȼ�ϵ����ϣ���Ӧ��Ȳ������������ͣ������������ͺ�����
����2.�ܼ����ѽ⣺���ܼ������ڻ����ϵ��ѽ⣬������Ȼ�ϵ����ϣ��������ͣ������������ͺ�����
����3.���ٽ�ˮ���ѽ⣺�ڸ��¸�ѹ�£���ˮ��Ϊ�������岢�������ã������ضȻ�ϵ����ϣ��������ͣ������������ͺ�����
����4.��ʽ���ѽ�����飺��Ч���������ɴ����жȻ�ϵ����ϣ�������Ч�����ޣ������л�����������֡�
�������ģ�������
�����������Ժ���Ͳ�Ӧ������������ˣ����ҿ��Դ����ضȻ�ϵ����ϣ����������л��ʺ�����֡�
�������壩���Ĵ�
������������������ȵļ��ȷ�ʽ��Ч�ʸߣ�һ�����ղ��ܿ��ϰٶ֡������ضȻ�ϵ����ϣ��������͡�
���������������
����ѭ���������ѽ�ϩ�����飬�����ضȻ�ϵ����ϣ���ֱ�Ӳ������壬����ۺ������һ���ۺϡ���ï�ѹ����ԡ�
�����塢���������Ժ���Ҫ��

����һ����Ƿ���о����ԣ�Ҫ��Ͷ��Ͳ���������ϸ̽�֡�
������һ������Ҫ��
����1.��Ʒ�۸��Ƚ���������ͼ۸���1500~2000Ԫ֮�䡣���ѽ�����鼼���������������ͣ������ͣ��۸�����ߵö࣬����������ѭ�����ϣ����и�����ۡ�
����2.��ֵ��Ʒ���ʣ���Ϊ�д����IJ��룬��ӦЧ�ʸ��ߣ����ѽ�����鼼���ĸ�ֵ��Ʒ���ʻ�������ѽ⡣
����3.�������ղ��ܣ������ԣ���ŷ��һЩ���ò�������ҵ��ʵ���ϲ����������������Ǹ�ʽ�������Ƚ���Ӧ�����ȣ���Ӧ��ȫ����������֮���ٽ��ϼ��ȣ�����ܺĺܸߣ�Ͷ�ʽϴ�3���Ժ�Ĵ��ѽ�����鼼����ʵ����������������ܺļ�Ͷ�ʽϵ͡�
����������Ͷ��Ҫ��
����1.�豸Ͷ�ʣ������ԭ��Ҫ��ߡ���Ӧ�����ߡ��������̳����豸Ͷ�ʾͻ�ߡ����ѽ�����鼼����ԭ��Ҫ��͡���Ӧ�����͡��������̶̣��豸Ͷ�ʵ͡�
����2.�¶���ص��ܺļ�Ͷ�ʣ��¶ȸ���ζ���ܺĸߡ����������¶�����100�棬ÿ�������ܺijɱ����ܻ�����100~150Ԫ��ͬʱ���豸��Ҫ���Ͷ�ʳɱ�Ҳ�����������ѽ�����鼼�������¶Ƚϵͣ����豸Ҫ�ߣ�����ܺijɱ����豸Ͷ�ʽϵ͡�
����3.����Ҫ���Ԥ����������Խ���Ҫ��ߣ�����ֻ�ܴ�����һ���ϣ�������Ҫ��ϴ��Ԥ�����ȵȣ�����ζ�Ÿ����Ͷ�ʡ����ѽ�����鼼���Խ���Ҫ��ϵͣ����辫�ֺ���ϴ����Ԥ���������Ͷ�ʽϵ͡�
����4.���������ʹ����������г�ǧ�����֣���ʯ��������ҵ������������й�������ؽ������ɱ��߰�����������ؽ�����������β����β���ᱻ�ж�ΪΣ�ϣ�������������ͬ���ܸߡ���ï���ѽ�����鼼�����õĴ�����������ؽ������Ի����������Ի��ա�
����������չ�Ͽ�����ϻ�ѧ������ҵ

�������ݲ��ֹ�����Ϣ��ʾ��Ͷ�ʺͳй�Э��ȣ���Ŀǰ��չ�Ͽ�ķ����ϻ�ѧ������ҵ���������漸�ң��ӹ����Ͽ���̿������������û�з�չ�Ϻõġ������������Ĺ��̣����Ҿ�ͷ����Ͷ�ʻ����������Ŀǰ�й���û��ô���ң����������ߵķſ����г�����
���������Ǹ��˻��ڲ��ֹ�����Ϣ�ij����жϣ����д�����������ָ����
�����ߡ���ѧ���չ����ij�����δ��
������һ��������ѡ��+�����ϻ�ѧ���չ���

����1.��飺���ܽ�����������ʪ������װ��������ѡ���ȣ�Ҳ�п��ܵ����ڷ��ճ��Խ���ѡ������ѡ�������еĸ�ֵ�������������գ���ϵ�ֵ����������ѧ���գ����ɸ�ֵԭ���ͻ�������ԭ�ϣ�ʣ�µ������÷��յķ��գ��������������������������ͻ�����Ŀ����������δ������ҵ̬���ܺܶ���ж����С�
����2.��չ���ƣ�Ŀǰ��ѡ����ҵ̬�Ѿ����֣��ҹ�ijЩ�����Ѿ�����ʪ������װ�������ȷ�ѡ��������ҵ̬δ��������������������ҹ����п��ܻ��Ϊȫ���г�������������ʱ��ͻ�ʵ�֡����Ϻ�Ϊ����ÿ������ĵ�ֵ������������ǧ�����ң�һ�����200������ң������ŷ��ʮ�ֵ�С�������ҹ����г�DZ�����������ҹ����ܻ��ΪPCR PP��PE�ij��ڹ�����Ϊ�ҹ��˿��ܶȴ���������������������Ѿ���ʼ�����ˡ�
�����������������ճ�+�����ϻ�ѧ���ճ���

����1.��飺�ڷ���ǰ���������������ѡ�豸����ѡ�����е����ϣ����뻯ѧ�����豸�����ɸ�ֵԭ���ͻ�������ԭ�ϣ�ʣ��������������豸���������Ժܺõ�ʵ�ּ���������Դ����
����2.��չ���ƣ���һ���ִ��������͵ķ��ճ��л������壬�ֳ��������������������൱�����ӷ��ճ��Ĵ����������������룬ͨ����ѧ���մ�������������������һ�����룻����һ���ִ����������͵ķ��ճ�������Ӱ�죬��ѡ����ֵ�ߵ�������������¯�Ӷ��ղ����������������ܴ�Ҫ�����������Ŀǰ�ҹ���������������ճ���δ���ı��Ͷ�Ԥ����900�����ң�����һ�������Ŀ����û�ѧ�����������졣
����3.������Դ�����ڵķ��ճ������ϵ������յ�����ֵ��Լ���ٿ�һ�֣���������Ʒ�ɱ�����죬�����Ǽ�����˷ѣ���ѧ���տ���ÿ�����ϲ�������ǧ�������������棬���Ǽ������´������������ӡ�
�����ˡ���ѡ+��ֵ�����ϻ�ѧ����
������һ���Զ�����ѡ����

������ͼ�������ʵĻ�飬����δ���Զ���ѡ����ͼ��δ������������ʲ��ǿ��˹��ּ𣬶��Ǵ��ģ��е��ѡ���ɴ˵���һϵ��������ѡ����������������������PET��HDPE�ȣ����������գ���ֵ��������ϣ������������ϵ�ֽ�����ϰ�װ������ѧ���գ������ͻ��ֽ�������գ�RDF����ȼ�ϵȵȡ����ֹ�����ŷ���Ѿ���100������ҹ��Ѿ���ʼ���ˣ�����п�����δ�������ơ�
����������������Դ����Ŧ
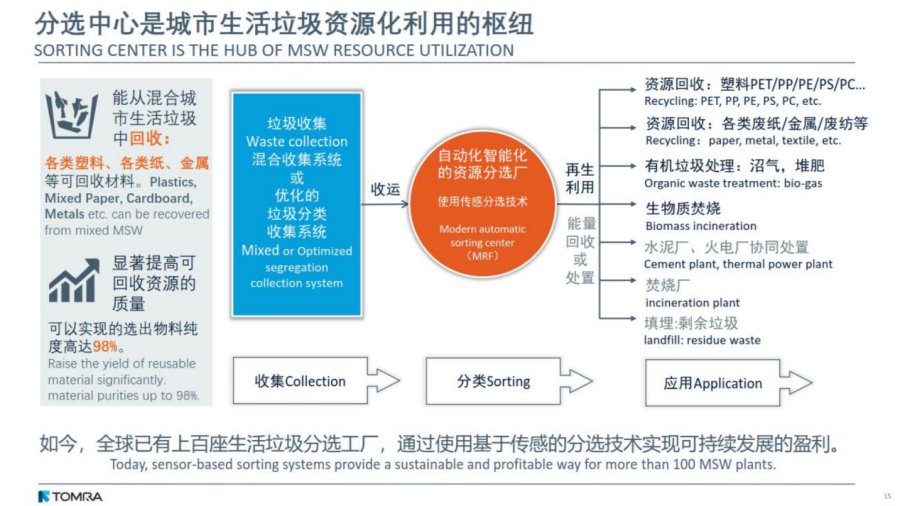
����δ����ѡ���IJ��dz�������������Դ�����õ���Ŧ��ֻ�з�ѡ�����к������Դ����ǰ�˻���ռ����Ż������������ռ��������Զ������ܻ��ķ�ѡ�������������в�ͬ���������úʹ�����ʽ�����Ͽ��������ջ�ѧ���գ�ֽ�������ȿɻ��գ��л������ɶѷʻͣ������ʿ���ȼ�ϣ����ɻ��յĿɷ��շ����ͨ��ˮ�೧����糧Эͬ���ã������õ����������δ��������Դ������ͼ������������ȷ��Ҳ�кܳ���·Ҫ�ߡ�

�����������������ֻ��շ�ʽ�����ಢ����ͻ�����ǻ�����ϵ���������մ�����ֵ�ġ�Ʒ�һ�ġ���Ϊ�ɾ������ϣ���ѧ���մ����ͼ�ֵ�ġ���ϵġ�����Ⱦ�����ϣ���Դ���մ���̫��̫������Դ�����յģ��Լ�δ�ܷ�����������ϡ�Ŀǰ�ҹ�������������Խ�Ϊ���죬��Դ���շ�չ�Ƚϳ�֣���ѧ���ղŸո�������ѧ���յļ�ֵ���������ڼ��ٷ��ղ����Ķ��fӢ����Ⱦ�������Լ���̼�ŷ�50%���ϣ�������dz�ֻ�����Դ���ս�����������
�������ߣ���ï�������¸��ܲ����Dz�ʿ