��1�������ߴ��߷��Ӳ��ϵĶ���

����PC,PMMA���ܽ�ԭ��-25KG/BAG
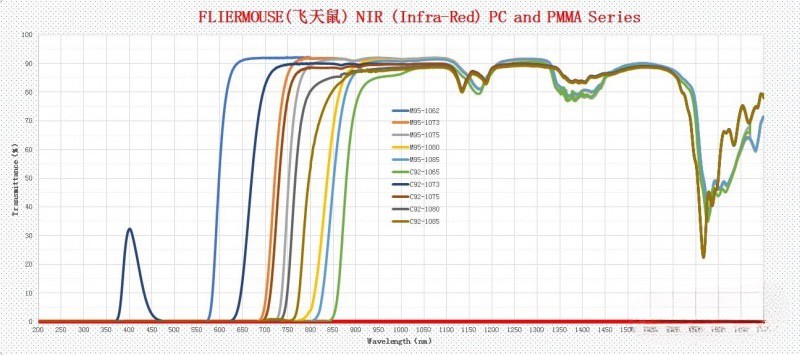
�����ߴ��߷��Ӳ��ϣ���������ϣ�������һ���ܴ����ֺ���������������ѧ���ϣ����Ĺ������������ʺ��������Ӳ�����������Ǻ���һ֧������ϵ���Ҫ���ļ���ָ�꣬����һ����85%�����ϣ��������99%�����ϣ�������ϵij�����ɫ�к�ɫ����ɫ������
������Ͽɰ����������м������࣬�н������ߴ����ϣ�������Χ��780~1600nm�����к����ߴ����ϣ�������Χ��2000~5000nm����Զ�����ߴ����ϣ�������Χ��5000~14000nm����
Ŀǰ��������ϱ��������ʣ���Ҫ���������ߴ����ϣ������к����Զ����������ܸ�����ļ������ƣ�������ȡ�������ʣ����ڷǿ��������£��Դ���С�����ļ������á������������ؽ�������������֪ʶ��
��������Ͽɰ��ۺ�����������ϸ�֣����PC(��̼����)�����PMMA(�ۼ���ϩ�����)�����ABS(����ϩ�����-����ϩ-����ϩ-��ϩ��)��������̬�п���״����ģ�Ƭ�ģ�״����Ĥ״���֡��ⲻ֪����ʲô��̬�Ľ�������ϣ�����ѡ��Ӧ���ȿ����Ƿ�������Ӳ�Ʒ�ĺ���LED����������Ĺ��������������������Ӳ�������������LED���䲨���������õ���Ҫ��808nm,850nm,905nm,940nm,1064nm,1550nm�ȡ�
����PC,PMMA�ܽ�ԭ�ϵ�����ͼ����
��2���з������졢����

R&D
2.1.ѡ��������з����ļ���������PC���ϡ�����PMMA���ϡ�����ABS���ϵȵ��з������ǹ���ʦͨ���ۺ���֧�����Ժ����Ӽ��䷽��ʵ���˶������ߡ��ɼ��⡢���Ӳ�������Ч�ڱΣ���˸����˲��ϵļ��ߺ�����ۣ����ض����Ⲩ���ĸ�Ч����ͬʱ���ܱ���PC��PMMA��ABS�����ϵ�ԭ�л������ܡ�
2.2.�����з����Ƽ�����֧��600~1600nm��Χ�ڵ������Ӳ��Σ��磺600~1600nm��650~1600nm��680~1600nm��700~1600nm��750~1600nm��800~1600nm��850~1600nm��905~1600nm��940~1600nm�ȣ����䶨�����������乤��ʦ��Ƶĺ���LED��������������ͷ����
2.3.��������������ԣ�������ĺ���LED���Ĺ����������磺808nm��850nm��905nm��940nm��1064nm��1550nm�ȣ�����ֹ���εIJ�ͬ���з��ࡣ
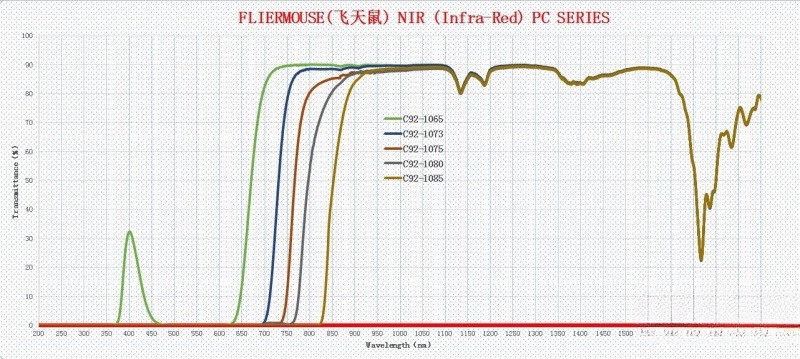
����PC��������ͼ��

������PMMA���ǿ�������������ͼ��
�з������졢��⣨�����й���GB������ASTM��ŷ��ISO���������豸����ѧ��Ӧ�����������������ٻ�ϻ���˫�ݸ˼�����������Ҷ��������ǣ��������ǣ�Ӳ�ȼƣ�ȱ�ڳ���ǣ������ǣ�������ˮ���ǣ�MFR����ָ�������ǣ�UL-94ȼ�ղ����ǵȡ�
��3���������ߴ����ϵ�Ӧ������

����PC,PMMA�ܽ�ԭ�ϼ�������Ʒ
3.1.���ܸ�����ʻ��������ҵ����
ADASϵͳ�������״LiDAR��������ͷ��
�����봫�У�ǰ���֡�����ҹ���������ȷ�����ӻ����µĹ�ѧ�ȶ��ԡ�
3.2.�����밲������
������أ���������ͷ�˹�Ƭ�������������д��ڡ�ʵ������ʽ���ⲹ��ȡ�
���ѵ��ӣ�ɨ�ػ����ˡ����ܼҾӡ���������ң��������ǵȡ�
3.3.��ѧ��ҽ������
��ѧ�������⾵ͷ��ҽ���ڿ��������������������ԡ�
ҽ����е��������е��ǡ������������������ͻ�ѧ��ʴ�������������ԡ�
3.4.���պ������������
�DZ�����������������̽�ⴰ�ڡ��Ա���֣��輫�˻����ɿ��ԡ�
�����豸��ҹ���ǡ�������������Ӧ����ս��������
��4���������ߴ����ϵ�ע��ģ�ߺ��ļӹ�����
4.1.��ѧ����Rt��0.5um�����ȴ�С��Ӱ����ߵĴ���·������
4.2.ģ�߱���ֲڶ�Ra��0.01um���ֲڶȴ�С��Ӱ�췴�估�����䣩��
4.3.ģ�߸ֲ�ʹ��������38��Σ��ֲ������ò��Ӱ��һ�й�ѧЧ������
4.4.�����й������������ȣ���ģ�Ƕȣ���ȣ��������ij��̽�ʵ����Ҫ��ơ�
��5�������ߴ����ϵ�ע�ܻ����ݸ˲�������
ע�ܻ���ѡ��С��λ�����ͣ����ڳ����ȶ��Կ��ǣ��綯ʽҪʤ����ѹʽע�ܻ��������ע�ܻ��ķ��Ⱥ���ȴ����ϵͳ���뾫���ȶ������⣬�ݸ˱������Ͳ�ڱ����Ƽ�Ӳ��������⻬��ĥ���ݸ�����Ͳ��϶����̫���������������Ҫ�ĺ�ɫ�����ڵ�ȣ����������Ӱ���ѧƷ�ʣ� ���˸����Լ���Ϥ�����ֺ����ߴ����Ϲ���ܽ���ο����飺
����PC���� NIR-PC-C92ϵ�У���ģ��ע������Ӧ����ע�ܻ����ݻ�����80%�������γɺ����ߴ�������Ʒ����������������Ӱ���ʺ��Ƶȣ���Ӱ���ѧ�������ܡ���ѡ��ͷ����ֹ�滷�����ݾࡢ�������ơ�ѹ�����ݸˣ�������L/D=15-20Ϊ��ѣ�ѹ������2-3֮�伴�ɣ��ݸ�ѹ���β��˹��̣�����ռ����40-50%��
����PMMA���� NIR-PMMA-M95ϵ�У�����������PC�����ݸ�ѹ����ռ�Ȳ��ɵ���50%��
����ABS���� NIR-ABS-A90ϵ�� ������������PC��PMMA�����ݸ�ѹ���γ���ռ�Ƚ�20-30%���ɡ�
��6�������ߴ����ϵ�ע�ܳ����ռ���
������ð��Զ�����ȫ�Զ�������ģʽ����������ע�ܳ�������һ�£�������ö�ζ��ٶ�ѹģʽ���ͣ������ڹ�ѧ��������ľ����ȶ��ȼ�һ���ԣ������⣬�綯ʽҪ����ѹʽע�ܻ����Ƶø�������Σ���Ϊ�ؼ���һ�����ǿ���ǰ�����������������Ͱ������������ɾ������κ����ۣ�ע�ܻ����ݸ˺���Ͳ���ʹ��ͬ����ԭ���Ͻ��г��׳�ϴ��ֱ���������Ϊ�߶��������飺�����ϡ�����̨����ģ�ߡ������յ�����ģʽ��











